網(wǎng)站首頁 丨 關(guān)于我們 丨 聯(lián)系方式 丨 廣告合作 丨 付款方式 丨 使用幫助 丨 會員助手 丨 本站誠聘 丨 代理加盟 丨 服務(wù)條款 丨 LOGO說明
浙B2-20080178-1 互聯(lián)網(wǎng)藥品信息服務(wù)資格證書:(浙)-非經(jīng)營性-2012-0002 浙公網(wǎng)安備 33010802004772號 ICP:浙B2-20080178-5 Copyright 2011 工控信息網(wǎng) All Rights Reserved 杭州濱興科技股份有限公司(股票代碼:839880) 熱線:0571-87774297 傳真:0571-87774298

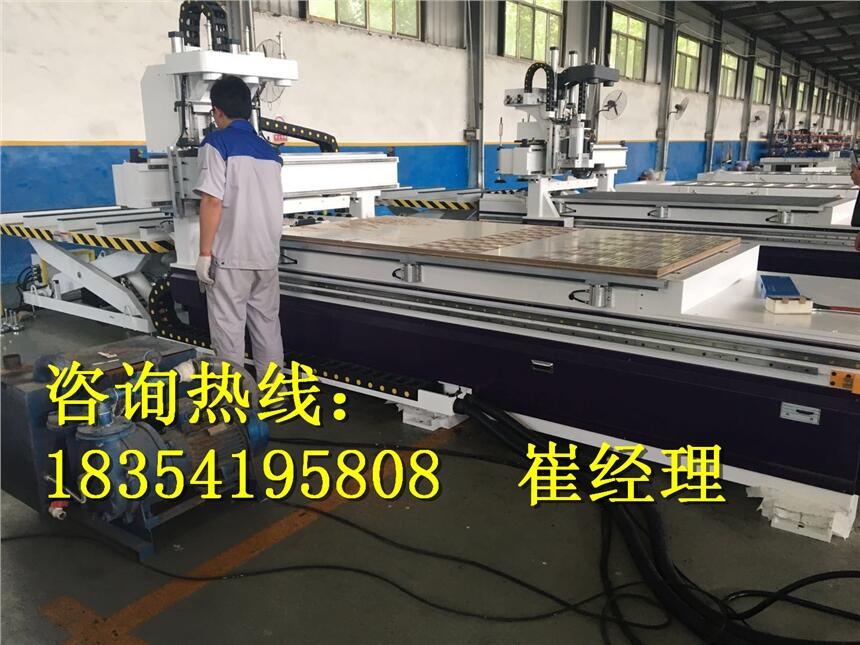



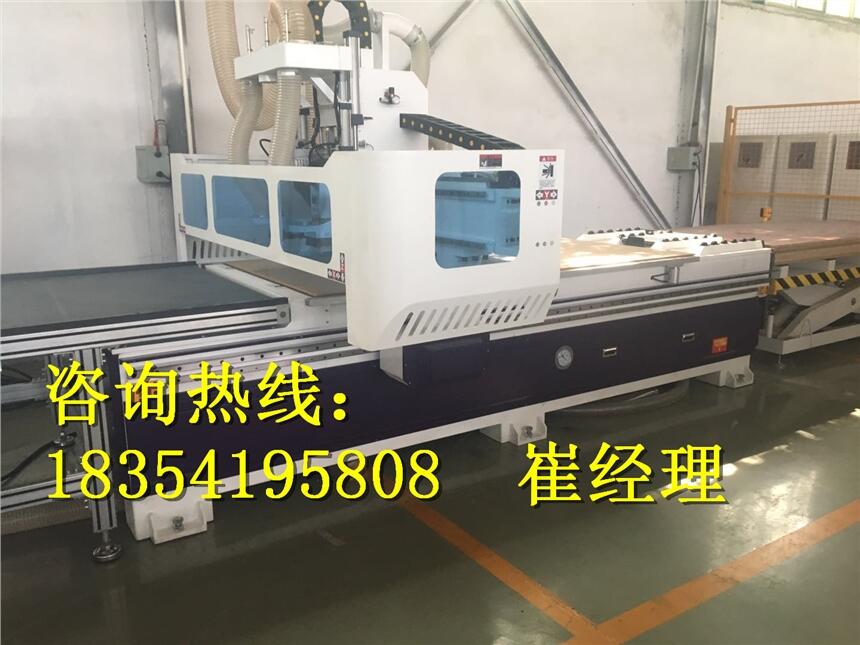
碼開料機")
