| 詳細(xì)參數(shù) | |||
|---|---|---|---|
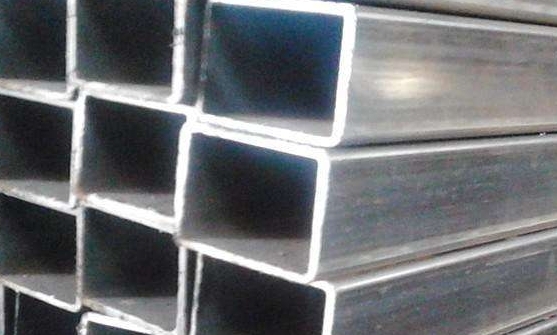
| 品牌/廠家 | 寶鋼 | 牌號(hào) | Q355B |
| 生產(chǎn)工藝 | 擠壓管 | 涂層 | 鍍鋅管 |
| 截面形狀 | 方管 | 連接方式 | 焊接式 |
| 用途 | 結(jié)構(gòu)用鋼管 | 規(guī)格 | 其他 |
| 直徑 | 40mm | 長(zhǎng)度 | 11500mm-12000mm |
| 抗拉強(qiáng)度 | 600MPa~610MPa | 加工服務(wù) | 深加工 |
| 執(zhí)行標(biāo)準(zhǔn) | 國(guó)標(biāo) | 質(zhì)量等級(jí) | A級(jí) |
| 加工定制 | 是 | 是否進(jìn)口 | 是 |
| 斷面收縮率ψ(%) | 26 | 伸長(zhǎng)率δ5(%) | 26 |
| 屈服強(qiáng)度 | 355 | 用途 | 幕墻工程 |
| 重量 | 60 | 產(chǎn)地 | 山東 |